我发现很多工厂在实际管理中常常面临这样的困扰:
流程看似齐全,效率却始终提不上去;
数据每天都在产生,却很难转化为有效的管理决策。
上周我参观了一家医药工厂,与工厂负责人的交流让我深刻感受到,工业环节的精细化管理确实是数字化转型中最容易被忽视的一环。
今天,我就以这家医药工厂为例,结合具体的数据看板,与大家聊聊工厂管理的四个关键环节:采购、生产、库存和物流。
一、物料采购
说到采购环节,不知道你们是否经常遇到这样的困扰:明明采购流程每个环节都在走,但就是效率上不去?说实话,我第一次看到这个采购数据时也陷入了思考。在采购流程的六个关键节点中,质检环节的及时率是最低的,这个现象很典型,说明我们的采购效率瓶颈往往出现在最后一道关卡。举个例子,原料周转天数最高达到30.75天,这意味着在某些时期,我们的原料几乎要积压一个月。

用我的经验来说,这种情况往往源于两个问题:一是采购计划与生产需求脱节,二是供应商管理不够精细。看板上有个数据很能说明问题:A供应商的交货直通率超过80%,而其他供应商的表现则参差不齐。这提醒我们,应该建立供应商分级体系,把更多订单分配给优质供应商。
不过话说回来,供应商管理不能只看表面资质。最近我发现,很多企业还在用传统的资质审查方式,但在实际运营中,供应商的动态表现更重要。比如交货及时率、质量合格率这些指标,都应该纳入日常考核。通过数字化采购平台,我们可以实时掌握供应商的表现。
二、产品生产
接下来我们聊聊生产环节。生产数据透露出一个值得警惕的信号:日计划达成率能达到60%,但月计划达成率只有26%。这个差距说明这个生产计划可能存在系统性偏差。简单来说,我们能够完成短期目标,但长期规划却总是落空。
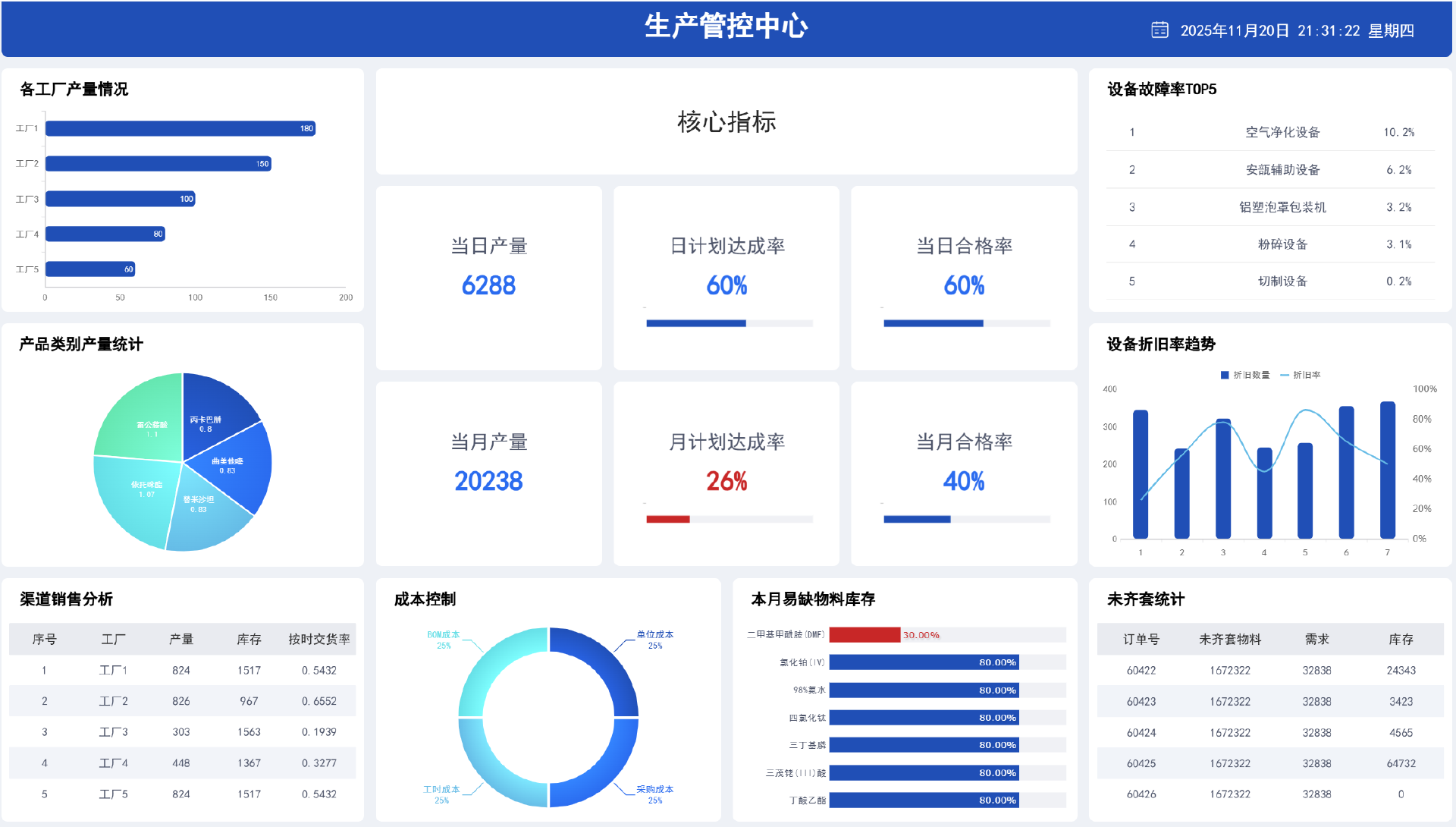
从具体数据看,不同工厂的产能分布很不均衡:工厂1产量达到180,而工厂5只有60。这种产能差异如果不加以优化,就会导致资源浪费。我一直强调,生产计划不能只看订单量,还要考虑设备状态和物料供应。就像看板显示,空气净化设备的故障率高达10.2%,这类关键设备的维护必须放在优先位置。
说到设备管理,有个细节值得注意:设备折旧率的波动。这可能反映出设备保养水平参差不齐。在实际管理中,我们应该建立设备健康档案,通过传感器实时采集运行参数,提前发现潜在故障。这样才能避免因设备突然停机导致的生产中断。
三、库存优化
简单来说,医药库存管理就是既要保证生产不断料,又要避免物料过期造成损失。

库存数据中最引人注意的是周转天数:61.30天,而且同比还在增加。这个数字在医药行业确实偏高了。深入分析库存结构,我们发现A类物料占比44.45%,短效期物料占比40%。这两个数据叠加,说明我们的库存管理面临双重压力。
用过来人的经验告诉你,高价值物料和短效期物料同时占比过高,意味着库存风险和资金压力都很大。
再看另一个数据:呆滞物料与高金额物料高度重合。这提示我们,对于高价值物料的需求预测可能存在系统性偏差。
但是这里有个坑是,解决库存问题不能只靠单一方法。我们需要多管齐下:
要优化需求预测模型,特别是对A类物料要重点监控;
建立呆滞物料预警机制,比如设置库存龄阈值,超过一定期限就要启动处理程序;
最后完善库存周转策略,不同类别的物料应该采取不同的管理方法。
根据我的经验,在库存优化方面,要善于运用工具。比如说数据分析工具FineBI的ABC分类法和库存结构分析功能在这个环节就非常实用。 它可以帮助企业快速识别呆滞物料和高金额物料的关联性,自动生成库存结构分析报告,为优化库存策略提供数据支撑。
四 、场外物流
在医药行业,物流不仅是配送问题,更是质量保障的关键环节。数据显示:控温区和阴凉区的库容占比很高,这说明我们对特殊温区的存储需求很大。特别是在10-11月的业务旺季,仓储和运输资源都会面临巨大压力。

有个细节值得关注:冷藏区温度显示-14℃,低于常规要求。虽然这可能符合某些特殊产品的存储要求,但我们需要确认这是否在合理范围内。因为温度异常不仅会导致产品变质,还可能引发质量事故。
在运输环节,车辆温湿度整体合规是个好消息,但我们不能掉以轻心。医药产品的物流管理必须做到全程可追溯、温度可监控。对于医药冷链物流,可以借助FineBI的监控预警功能,对温湿度这种关键指标设置预警值,一旦发现异常就能及时预警,通知管理者,确保药品在运输过程中的质量安全。这种全程可追溯的监控体系,对于满足GSP合规要求至关重要。
说实话,要做好这些工作并不容易,但只要我们抓住关键环节,用数据驱动决策,就能让工厂管理迈上新台阶。